想一睹304不锈钢复合管护栏产品案例产品的真实风采吗?我们的现场实拍视频将带您亲临现场,带你全方位感受304不锈钢复合管护栏产品案例产品的独特之处!
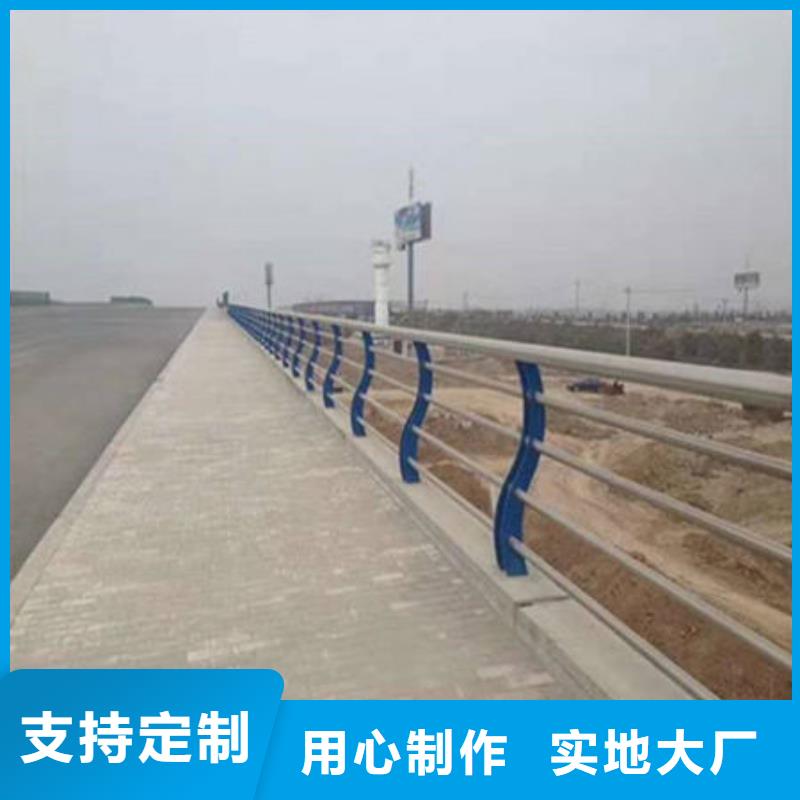
以下是:德钦304不锈钢复合管护栏产品案例的图文介绍

宏达友源金属制品有限公司可根据客户要求生产定做不同规格的 不锈钢复合管、景观灯光护栏、桥梁防撞护栏、不锈钢复合管价格、,我公司 不锈钢复合管、景观灯光护栏、桥梁防撞护栏、不锈钢复合管价格、库存量充足,品种规格齐全。本着低价经营,质量为主的销售原则,让客户买的放心,用的舒心!诚信、专业、高效是我们的服务宗旨,我们将竭诚为新老客户提供过硬的 不锈钢复合管、景观灯光护栏、桥梁防撞护栏、不锈钢复合管价格、产品和优质的服务,也竭诚欢迎广大新老客户来电、来函,来人洽谈业务,指导工作!


桥梁防撞护栏是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管. (1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。 (2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。 (3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。 (5)采用外控或内控辊式成型。 (6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。 (7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。 (8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。 (9)采用空气等离子切割机将钢管切成单根。 (10)切成单根钢管后,每批钢管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。 (11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。 (12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。 (13)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。




桥梁防撞护栏施工教学 桥梁防撞护栏施工方案1. 电化学抛光其长处是镜面光泽坚持长,技术安稳,污染少,成本低,防腐性好. 其缺陷是防污染性高,加工设备一次性出资大,杂乱件要工装,辅佐电极,大量生产还需求降温设备. 比较适合批量生产,首要应用于商品,出口商品,其加工技术安稳,操作简单。不锈钢桥梁栏杆2. 化学抛光.其长处是加工设备出资少,杂乱件能抛,速度快,效率高,防腐性好. 其缺陷是光亮度差,有气体溢出,需求通风设备,加温艰难. 合适加工小批量杂乱件及小零件光亮度请求不高的商品.3. 机械抛光.不锈钢楼梯扶手所用的常见的方法。其长处是加工后零件的整平性好,光亮度高. 其缺陷是劳动强度大,污染严峻,并且杂乱零件无法加工,并且其光泽不能共同,光泽坚持时间不长,发闷,生锈. 比较合适加工简略件,中,小商品. 对普通不锈钢扶手而言,机械辅佐,手艺打磨抛光即可。1.所有构件下料准确,构件长度允许偏差1MM。2.下料前应检查零件是否平直,否则必须矫直。3.焊条或焊丝应采用合适的材料,并具有出厂合格证。4.焊接时必须准确放置构件的位置。5.焊接时构件间焊点应牢固,焊缝应饱满。焊缝表面的焊接波应均匀,不得有咬边、未焊透、裂纹、夹渣、焊、烧穿、电弧划伤、弧坑、,焊接区域不得有飞溅。6.焊后应将焊渣剔除。7.构件焊接、组装后,手持工具应适当打磨、抛光,使外观光洁。不锈钢护栏的主要施工方法:1.施工前应进行现场放样,准确计算各构件长度。2. 根据各种构件的长度,下料长度准确,下料长度允许偏差为1MM。3.选择合适的焊接工艺、焊条直径、焊接电流、焊接速度等,并通过焊接工艺试验进行验证。4. 脱脂去污处理:焊接前检查坡口及装配间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则,应使用三氯乙烯、苯、汽油、中性洗涤剂或其他化学品用不锈钢丝细刷刷洗。如有必要,可在焊接前用角磨机打磨金属表面。5. 焊接时应选用较薄的不锈钢焊条(焊丝)和较小的焊接电流。焊接时,构件间焊点应牢固,焊缝饱满,焊缝金属表面焊接波应均匀,不得有裂纹、夹渣、焊、烧穿、弧坑、等缺陷,焊接区域不得有飞溅物。6. 杆件焊接装配后,对无明显凹痕或较大凸出焊道的焊缝可直接进行打磨。对有凹凸浮渣或大焊道的焊缝,用角磨机打磨,打磨后进行打磨。







 扫一扫
扫一扫